


О КЛАССИФИКАЦИИ ЭЛЕКТРОЛИТОВ
Обсуждение вопросов классификации электролитов вызвано желанием некоторых разработчиков выделить в особую группу, нарушая тем самым общепринятую систему классификации, разработанные ими электролиты, в частности, "слабокислые" электролиты цинкования с добавками ЦКН-3, ЭКОМЕТ-Ц31(А, Б), СЕТ-3М, Гальванит Zn-СК45, ЛГ-50 (А, Б), КЦ (1, 2, 3), Дипо-цинк (А, Б) и др., являющиеся по своей сути хлоридными, сульфатными и аммиакатными с различными добавками.
Значение классификации объектов исследования или разработки трудно переоценить. Классификация влияет как на качество общения, так и на творческий процесс, помогает не только правильно назвать и однозначно определить объект, но и наметить дальнейшие пути углубления исследования и совершенствования разработки. Например, стоит сказать "цинкатный электролит цинкования", как любой гальванотехник не только сразу представит себе электролит цинкования на основе оксида цинка и щелочи, но и выстроит вопросы по недостаткам цинкования в этом электролите. Примером неудачного названия служит название "скруббер", которое определяет аппарат как для размывания руды при получении полезных ископаемых, так и для абсорбционной очистки газовых выбросов при так называемой "мокрой" очистке.
Основным объектом исследования и разработки в гальванотехнике являются электролиты для обработки поверхности и нанесения на неё покрытий. При небольшом количестве электролитов их названия могут основываться на случайных определениях, зависящих исключительно от предпочтений разработчика: номерах, специфических свойствах получаемых покрытий, особенностях проведения процесса или на фамилии разработчика. С учётом того, что к настоящему времени разработано сотни электролитов, имеет особое значение их классификация (в этих условиях немыслимо представить себе произвольную классификацию, основанную, на пример, только лишь на номере электролита: электролит № 1, электролит № 2 и т.д. - не только непонятно о чём идёт речь, но и непонятно в области какой технологии мы находимся).
Для взаимопонимания специалистов и осознания разработчиками технологий своего места в гальванотехнике традиционно сложилась (прижилась) классификация простого типа, основанная на выработке названия электролита по наименованию основных компонентов, входящих в его состав. Под основными компонентами понимают в первую очередь вещества, играющие главную роль в протекании процесса. Например, для электролитов нанесения катодных покрытий такими веществами являются кислотные остатки, лиганды и в некоторых случаях органические добавки, которые определяют стандартный потенциал, поляризацию и поляризуемость (рис. 1 [1]).
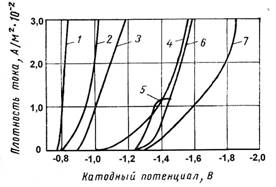
Рис. 1. Относительное расположение поляризационных кривых при электроосаждении цинка из различных электролитов без перемешивания: 1 - сульфатный; 2 - сульфатный с декстрином; 3 - хлораммиакатный (аммиакатнохлоридный); 4 - пирофосфатный; 5 - цинкатный; 6 - цинкатный с ПЭИ; 7 - цианидный
При анодировании алюминия названия электролитов определяются названием компонента, который определяет скорость роста барьерного слоя оксидов алюминия и скорость его растворения: сульфатные, оксалатные (щавелевокислые), хромовокислые, сульфосалициловые и т.д. электролиты.
При химическом травлении металлов названия электролитов определяется названием основных кислот или щелочей, способствующих растворению металла.
И так далее.
Таким образом все электролиты для нанесения конкретного вида покрытия (цинкования, кадмирования, меднения, оловянирования, никелирования, хромирования, латунирования, палладирования и т.п.) делятся на следующие группы:
1 (простые, так называемые "кислые", не в смысле величины рН, а вследствие того, что эти электролиты содержат кислоту в виде свободного кислотного остатка, который не является лигандом для осаждаемого металла) - сульфатные, хлоридные, фторидные, нитратные, хлорсульфоновые, фторборатные, кремнефторидные, щелочные[*] (не в смысле величины рН, а вследствие наличия в составе электролита свободной щелочи, не образующей комплексы с ионами осаждаемого металла), фосфатные и т.п., в которых металл, формирующий покрытие, находится в виде простых гидратированных соединений;
2 (комплексные) - аммиакатные, трилонатные, оксалатные, цитратные, ацетатные, уротропиновые, салицилатные, гликоколевые, щелочные (не в смысле величины рН, а вследствие наличия в составе электролита щелочи, образующей гидроксокомплексы с ионами осаждаемого металла - цинкатные в случае цинкования, станнатные и станнитные в случае оловянирования и т.п.), пирофосфатные, цианидные, этилендиаминовые и т.д., в которых металл, формирующий покрытие, находится в виде комплексных соединений;
3 (смешанные) - аммиакатнохлоридные, сульфатноуротропиновые, оксалатносульфатные, аммиакатногликоколевые и т.п., в которых металл, формирующий покрытие, находится в виде сложных комплексных соединений. Существование третьей группы обсуждаемо.
Так формируется групповое название электролитов.
Внутри каждой группы электролиты подразделяются
- по названию добавки,
- по технологическому признаку (слабокислые, слабощелочные, скоростные, для обработки деталей в барабанах, с нагревом, с охлаждением, с перемешиванием, с наложением ультразвуковых колебаний и т.п.),
- по признаку преимущественного назначения (для получение блестящих, матовых, электропроводных, изоляционных, твёрдых, износостойких, антифрикционных, микротрещиноватых, толстых, разделительных и т.п. покрытий) или
- по другим особенностям обработки поверхности, являющимися характерными признаками, выделяющими данный электролит из числа ему подобных.
Например, хлоридные электролиты цинкования могут быть кислыми (2,0 < рН < 4,5) и слабокислыми (4,5 < рН < 5,5), аммиакатные электролиты цинкования - слабокислыми (3,5 < рН < 5,5), нейтральными (5,5 < рН < 7,5) и слабощелочными (7,5 < рН < 8,5), сульфатные электролиты хромирования (на основе соединений шестивалентного хрома) - разбавленными, стандартными и высококонцентрированными, сульфатные электролиты никелирования - электролитами для нанесения блестящих и матовых покрытий и т.п.
В соответствии с вышеописанным следующие электролиты
| сульфат цинка | 140-160 г/л | сульфат цинка | 140-160 г/л | |
| хлорид аммония | 1,5-3,0 г/л | хлорид аммония | 1-3 г/л | |
| сульфат аммония | 20-30 г/л | сульфат аммония | 10-12 г/л | |
| борная кислота | 15-25 г/л | борная кислота | 15-25 г/л | |
| ЭКОМЕТ-Ц31А | 18-25 мл/л | ЦКН-3 | 30-45 мл/л | |
| ЭКОМЕТ-Ц31Б | 18-25 мл/л |
следует называть аммиакатными с добавками ЭКОМЕТ и ЦКН соответственно, а не слабокислыми, как они названы разработчиками, так как в этих электролитах цинк содержится в форме комплексных аммиакатных катионов [Zn(NH3)2]2+ и [Zn(NH3)]2+, что определяет существенную разницу (в величинах стандартного потенциала и характерах поляризации и поляризуемости) с вышеперечисленными сульфатными электролитами. Здесь необходимо сделать оговорку. Иногда разница (особенно в величине поляризуемости) между электролитами разных групп нивелируется добавками, содержащимися в электролитах.
Такая классификация (на основе наименования основных компонентов) хороша тем, что требуемая группа электролитов рождается автоматически с появлением электролита, содержащего новые кислотные остатки или лиганды, а требуемая подгруппа электролитов - с появлением электролита, содержащего новые органические или неорганические добавки.
Аналогичная классификация используется во многих отраслях промышленности, например, лакокрасочной. Все лакокрасочные материалы разделены на группы в зависимости от входящих в их состав основных плёнкообразователей: глифталевые, пентафталевые, меламинные, мочевинные, фенольные, фенолалкидные, эпоксидные, эпоксиэфирные, полиуретановые и т.д. Внутри групп лакокрасочные материалы расположены по признаку преимущественного назначения материала: атмосферостойкие, ограниченно атмосферостойкие, водостойкие, специальные, маслобензостойкие, термостойкие и т.д.
Таким образом, классификация электролитов по названию основных компонентов (определяющих стандартный потенциал, поляризацию и поляризуемость) не только даёт чёткое наименование электролита, но и содержит в себе привязку к основным закономерностям осаждения покрытий из этого электролита, то есть позволяет однозначно определить электролит. Этой чёткости лишено такое название, как "слабокислый", так как к такой группе электролитов будут относиться хлоридные, сульфатные, ацетатные, гликоколевые, цитратные, аммиакатные и другие электролиты с различными добавками. Поэтому такое название не может являться классификационным (то есть групповым), а должно служить дополнительным подгрупповым наименованием электролита.
Однако и у общепринятой классификации есть недостатки. В настоящее время одной из нерешённых проблем классификации электролитов является отсутствие кратких названий электролитов хромирования на основе шестивалентного хрома и электролитов хромирования на основе трёхвалентного хрома. Может быть здесь можно использовать термины для обозначения соединений на основе Cr (VI) и Cr(III) - хроматы и хромиты, то есть "хроматные" и "хромитные" электролиты хромирования?
Литература
1. Н.Т. Кудрявцев. Электролитические покрытия металлами. - М.: Химия, 1979 г. - С. 135.
Classifying of Plating Baths
Vinogradov S.S.
A new approach to classify all plating baths is under discussion. Following groups have been proposed by the author:
1. Simple - sulfate-, chloride-, fluoride-, nitrate-, chlorosulfonate-, fluoroborate-, fluorosilicate- and alkaline ones (irrespectively of the pH value but on the basis of the absence of complexes formation between the metal and other ions such as hydroxyl). Metals present in these baths in the form of hydrated ions and these baths are usually known as acidic ones.
2. Complex baths - ammonia, EDTA, oxalate, citrate, acetate, hexamethylene tetramine, salicylate, aminoacetic, alkaline (e.g. zincate), pyrophosphate, cyanide, etc., in which the metal is contained in the form of complex compounds;
3. Mixed ones - ammonia-chloride, hexamethylene, ammonium-sulfate, oxalate-sulfate, ammonia-amino acetate, etc., where the metal exists in the form of mixed complexes. The existence of this group is under discussion. Inside each group the baths are additionally classified on the basis of the nature of additives, type of the bath, quality of coatings (bright, conductive, soldering, etc.) Only the name of the basis component should be used in the classification of plating baths.
[*] Иногда такие электролиты необоснованно выделяют в отдельную группу, определяемую величиной рН. В такую группу попали бы пирофосфатные, цианидные, цинкатные, этилендиаминовые и в какой-то степени аммиакатные и т.д.

